
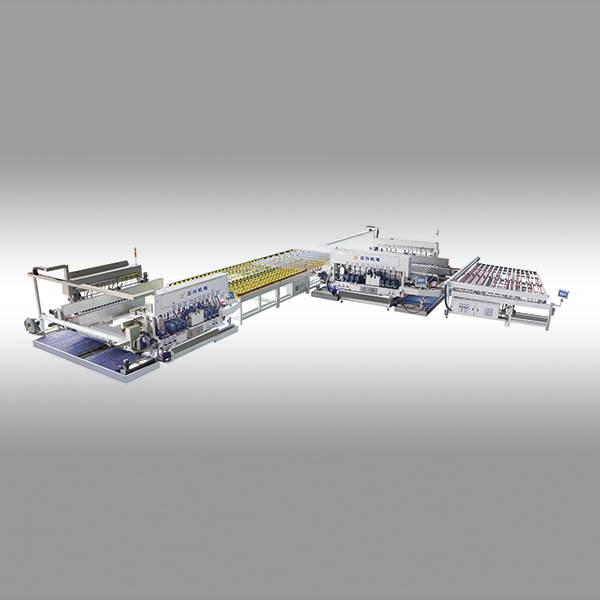
tvöfaldur kantur lína háhraða frábær gler klára T flytja borð
FH4225 SM2242GT + ZT4225 + SM2225GTS

Stjórntölva

Nákvæmt servómælakerfi

breidd aðlögunarkerfi

Hágæða rafrænir hlutar

Pneumatic fægikerfi

Arris mótor

Hávirkni flytja borð

Hávirkni flytja borð
Inngangur að vélum
Mælaborð úr gleri
Drifkerfi
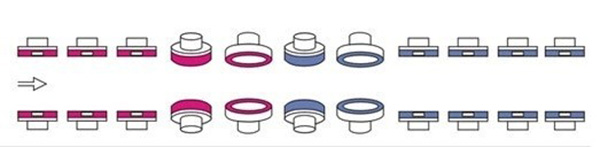
Búnaðurinn er notaður til að flytja og staðsetja glerið sem á að vinna, gera nákvæmar mælingar á lengd, breidd og þykkt glersins og senda gögnin til tvöfalds kvörn og annar vinnslubúnaður til frekari glervinnslu.
Bygging glermælaborðs inniheldur 4 hluta eins og hér að neðan:
1. Positiong tafla
Sending glers sem hreyfist að framan eða til hliðar er knúin áfram af tíðnibreytir og breytileg tíðni mótor. Hægt er að stilla flutningshraða. Nákvæm staðsetning eftir hágæða skynjara. Lengd, breidd og þykkt glersins mætti mæla eftir rétta staðsetningu.
2. Mælitæki
Stærð glerlengdar og breiddar er mæld með mjög nákvæmum gírdrifskynjara ekið með servómótor. Stærð glerþykktar er mæld með strokkadrifnum nælonblokk sem þrýstir á glerflötinn og umrita í drifkrafti með gír. Þrýstingur strokka er stilltur sérstaklega.
3. Rafstýringarkerfi
ECS samanstendur af forritanlegum stjórnanda (PLC), snertiskjá (HMI), servódrifi, servómótor, tíðnibreytara, tíðnibreytimótor, skynjara osfrv. PLC stjórnar vélinni til að starfa sjálfkrafa samkvæmt vinnslutækninni. HMI lýkur samskiptaverkefni manna og tölvu.
4. Hugbúnaðarkerfi
Hugbúnaðarkerfið ber saman gögnin úr mælitöflu úr gleri og pöntunargögnin og passa sjálfkrafa við næstu glergögn. Á meðan eru glergögnin send til tvöföldu kvörnina og annars vinnslubúnaðar til framleiðslu á ham eða lotu.
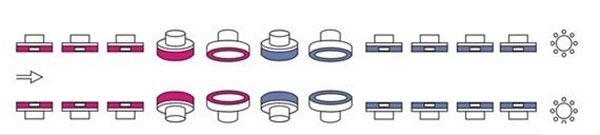
Rekstrarhöfuð:
Settu eitt glerplata handvirkt eða sjálfkrafa á glermælaborðið. Gler mælaborð flytja, staðsetja og mæla nákvæmlega mál glerlengdar, breiddar og þykktar. Gögn um mælt gler eru send til stjórnunarkerfisins til samanburðar til að passa við pöntunargögnin og send til tvöfalds kvörn og annars vinnslubúnaðar til frekari glervinnslu. Næsta einstaka glerblað er sett á glermælaborðið og byrjað í næstu aðgerðalotu.
2. Gler bein lína tvöfaldur brún fægja vél.
Gerðarnúmer: SM2242GT SM2225GTS
Þessi vél er hönnuð til að fægja tvær gagnstæðar brúnir glers samtímis.
a) Stjórnun
Þessi vél samþykkir japanska Mitsubishi PLC stjórn og 10 ”tengi stjórnanda. Skjárinn sýnir allar nákvæmar breytur glers. Hægt er að stjórna hverri vél með eigin tölvu eða stjórna henni með aðal tölvu.
Hægt er að flokka rétt notandans sem stjórnanda / viðgerð / stjórnanda, koma í veg fyrir að villur komi upp, vernda vélina gegn misvirkni.
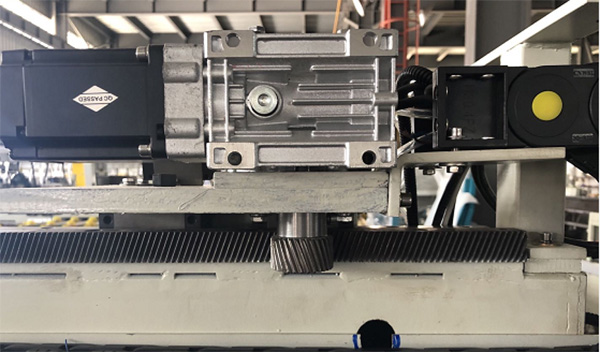
b) Há nákvæmnis sending.
Tvær færiböndin eru keyrð af tveimur servómótorum, með lögun af mikilli nákvæmni, miklum hraða, mikilli samstillingu.
c) Hreyfing á hreyfanlegum malahluta.
Hreyfanlegur mala hluti hreyfist með leiðbeiningum um tvöfalda kúlulaga. Sendingin er framkvæmd með boltakrúfum, sem er knúinn áfram af servómótor, hámarkshraði malahlutans getur náð 15 metrum á mínútu. Þetta kerfi inniheldur einnig hemla- og gripkerfi, sem getur tryggt stöðugt að hreyfa malahlutann, lítið höggkraft. Þessi uppbygging getur tryggt stöðugleika gripkrafts fyrir stórt gler, jafnvel eftir að vél hefur keyrt í langan tíma.
d) Sérhver tvöfaldur kantur er með einn sjálfvirkan miðstuðningstengil, sem hreyfist ásamt hreyfanlegu grinidng hlutanum, sem styður gler úr miðstöðu til að koma í veg fyrir að gler beygist. Fyrir mjög stóra tvöfalda kanta, bjóðum við einnig upp á einn færanlegan stuðningstengi, sem hægt er að setja handvirkt í þörf.
e) Efri braut upp og niður kerfi nota rennibraut uppbyggingu án fastur vandamál sem hefðbundið renna ermi kerfi
f) Staðsetningarkerfi.
Glerhleðslustöðkerfi samanstendur af fjórum hlutum: föstum rúllum, hreyfanlegu lofthreyfikerfi, stillingarblokkum (einum vinstri og einum til hægri), efstu loftþrýstirúllum (einni til vinstri og einni til hægri). Gler er nákvæmlega stillt og þrýst þétt með staðsetningarkerfinu. Þetta kerfi tryggir mala nákvæmni og fægjaáhrif.
g) Auðveld aðlögun
Hækkun / lækkun efra rakakerfis og efri arris mótora er knúin áfram af mótorum. Það er hægt að stilla sjálfkrafa í samræmi við mismunandi glerþykkt.
h) Loftpússunarkerfi.
Fægihjólið er stjórnað af lofti, sem er stjórnað af PLC og rafsegulventli, sem getur farið áfram / aftur í samræmi við glerstöðu. Þetta kerfi getur sjálfkrafa bætt slit á hjólum, gefið stöðugan þrýsting á gler og fær sömu slípunarárangur.
The fægja mótor hreyfa kerfi nota High nákvæmni dural línuleg renna járnbrautum kerfi.
i) Kjallari og grind:
Eru úr þykku tilbúnu stáli, sem er meðhöndlað með glæðingarofni í verksmiðjunni. Með góðan stöðugleika og mótvægisstyrk, sveigjanlegan styrk.
j) Mótor
Notaðu ABB með breytilegri tíðni með mikilli nákvæmni og lágum titringi. Hægt er að auka mótorhraða í 4300 RPM í gegnum tíðnisspennu, auka vinnsluhraða vélarinnar í 20 metra / mínútu.
Mótorstýringarkerfið hefur verndaraðgerð á ofhleðslu / skorti áfanga / skammhlaupi, rafrænir hlutar nota alþjóðlegt vörumerki, staðlaðar gerðir, finnast auðveldlega á markaðnum, sem draga úr viðhaldskostnaði viðskiptavina, auka framleiðsluhagkvæmni.
k) Færiband efst / botn taka upp tímareim.
l) Smurning:
Tvöföldu kúlulaga línulegu skrúfan og stýrisbrautirnar eru smurðar með sjálfvirkri olíudælu.
Vélin bjó einnig til handsmurðardælu, sem smyr renniflötinn.
m) Aðlögun vinnuhraða: Í gegnum tíðni inverter.
n) Vatnsgeymir, vatnsbakki, toppur / botn kápa á tímareim, línulaga stýrijárn / kúluskrúfahlífar eru gerðar úr ryðfríu stáli.
o) Stærðarmælir:
athugaðu hjólið.
Nánari upplýsingar myndir.
Hornskurður mala mótor
Skipti-sveigjanlegur vatnsheldur tengi mát hönnun skiljanlegur vísir fyrir upp og neðri arrismótorstyrk.
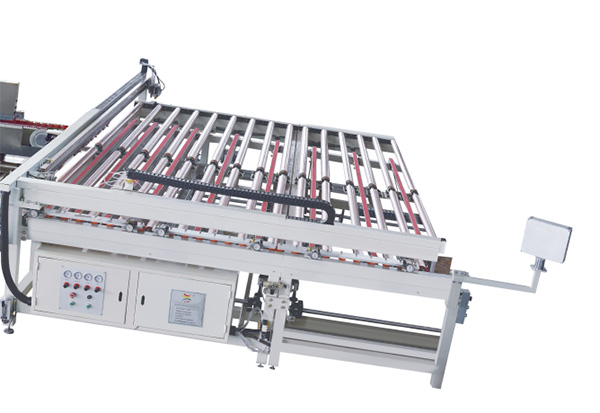
3. L- lögun Transfer borð. Rúlluborð og tímareim.
Þessi vél samanstendur af rúllusendingarkerfi og tímareimakerfi. Roller sending kerfið er knúið af keðju, hraði er stjórnað af inverter sem samsvarar stillingarhraða.
Tímabelti sem sendir kerfi er hægt að hækka upp og lækka niður. Þegar gler kemur út úr fyrsta tvöfalda kantinum, verður tímareimakerfið hækkað. Gler verður fært til hægri og síðan lækkað á rúllusendingarkerfi.
Tímasetning færibandakerfi notar ál snið líkama.
Tæknilegar breytur
Framleiðsluhraði
| Liður | Glerþykkt | Hámark vinnuhraði | Gler frágangur |
|
1 |
4 - 6 mm | 22 m / mín | Gróft mala |
|
2 |
8 -10 mm | 18 m / mín | Gróft mala |
|
3 |
12 - 15 mm | 15 m / mín | Gróft mala |
|
4 |
4 - 6 mm | 16 m / mín | Fínpússun |
|
5 |
8 -10 mm | 14 m / mín | Fínpússun |
|
6 |
12 - 15 mm | 12 m / mín | Fínpússun |
Vinna nákvæmni:
| Liður | Lýsing | Nákvæmni Svið |
|
1 |
Ská línu nákvæmni | ≤0,5 mm / m |
|
2 |
Samhliða nákvæmni | ≤0,2 mm / m |
|
3 |
Arris stærð nákvæmni | ≤0,2 mm / m |
|
Liður |
Parameter | Svið |
|
1 |
Hámark glerstærð | 4200x2500 mm |
|
2 |
Mín. glerstærð | 350 x 350 mm (einn tvöfaldur kantur án miðjufestingar)400 x 400 mm (alla línuna) |
|
3 |
Glerþykkt | 3 - 28 mm |
|
4 |
Arris breidd: | 1 - 3 mm |
|
5 |
Mala dýpt | 3 mm (einhliða) |
|
7 |
Breiddarstillingarhraði | 1 - 15 m / mín |
|
8 |
Loftþrýstingur í vinnu | 0,7 MPa |
| Vinnuhæð: | 920 - 960 mm | |
|
9 |
Fullkominn kraftur | Um það bil 135 KW / 380V 50Hz 3P |